ガス溶接


最近では得意な人が減っています。
しかし今でもガス溶接は行われています。
ガス溶接 とは
ガスバーナー ガス溶接器 加熱機を使い
ろう付けする技法です。



ガス溶接 に向いているモノ
・溶接温度が低いので時間がかかる
ガス溶接 の特徴
・溶融点の低い金属の溶接に適する ・高温で溶接すると
割れてしまうような薄板の溶接に適する
高熱で割れやすいものや、薄板の溶接に適する
(厚板の溶接は長時間を要する)
アセチレンガスと酸素で母材を良く温めた上
ろうを母材同士の隙間に流し込む技法。
溶けて流されたろうは母材同士の隙間に
毛細管現象で張り付き冷えたときに
ろう付けが完了します。
ガス溶接 作業の利点
●ガス溶接は電気を必要としない現場でも溶接できる
●基本的に母材の加熱、溶融をナメ付け溶接が出来る
ナメ付け溶接
母材同士の金属を溶かしながら溶接する方法のこと。
ガス溶接で行うスポット溶接のこと
ガス溶接の欠点
●熱源としての温度が低く、溶接部の局部的な加熱が難しい
●母材の溶融に時間がかかる
●ひずみ発生が大きい
ガス溶接 の資格・技能講習
ガス溶接をするにはガス溶接技能講習を受けましょう
表面的な事を教えて頂けますが
実際の作業は講習を受けた後
実践で、何度も失敗しながら覚えるのが普通です。
ガス溶接の火口 圧力調整器の圧力
ガス溶接 圧力調整 どのくらい
中型ガス溶接器の火口選択と圧力設定
| 火口No. | 火口穴径 | 酸素ガス圧力 | 標準白心長さ | 溶接可能板厚 |
|---|---|---|---|---|
| 50 | 約0.7mm | 0.8MPa | 約7.0mm | 0.1~1.0mm |
| 100 | 約0.9mm | 1.2MPa | 約10.0mm | 1.5~2.0mm |
| 200 | 約1.2mm | 2.0MPa | 約12.0mm | 2.0~3.0mm |
*アセチレンガス圧力は酸素のほぼ1/10
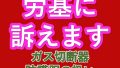
ガス溶接器 炎 調整方法
①点火直後 の炭化炎 ススが出ます
すぐに混合バルブを開けて酸素の調整をします。
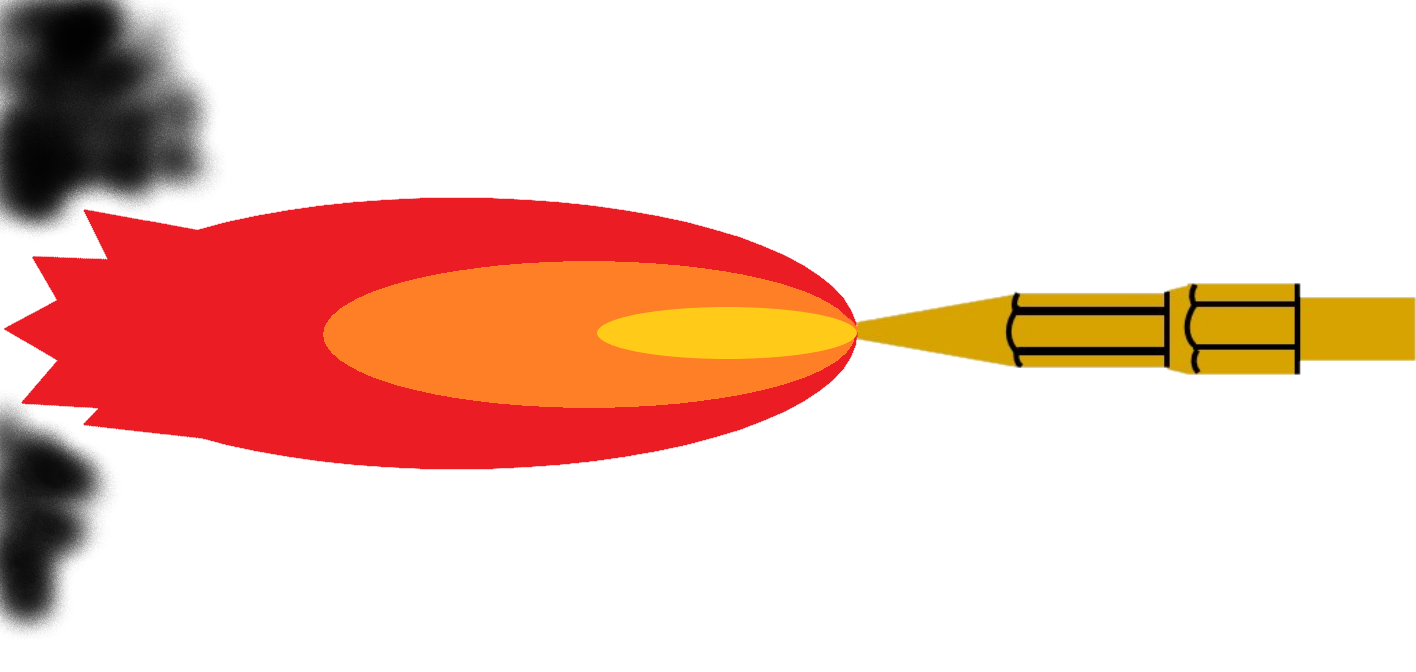

②調整中のやや炭化炎
不完全なので母材にススが出来る場合があります。
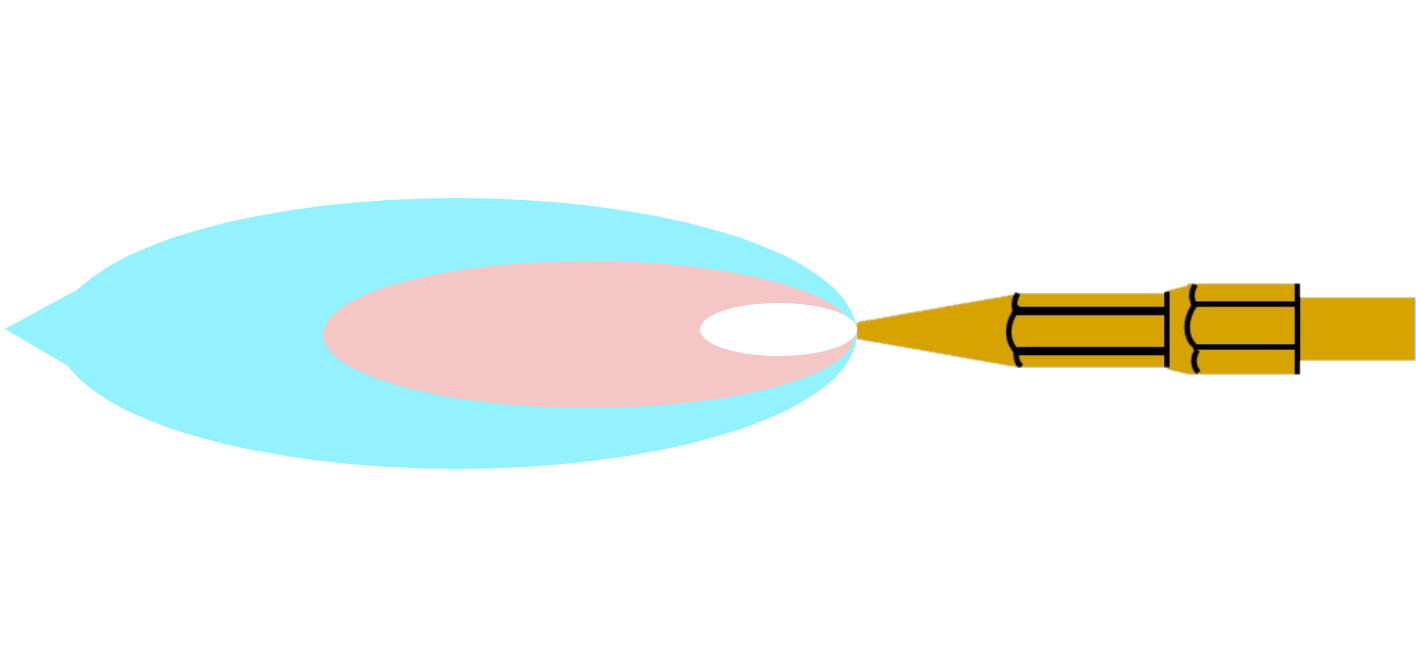
③調整中の標準炎 酸化炎(きれいな状態)
母材の大きさに合わせてこの状態を
大きくしたり、小さくしたりして
アセチレンや酸素の量を調整します。
ガス溶接 良好な酸化炎で作業する理由
ガス溶接では、ろう付けにはススが大敵だからです。
ススが付いたところにはろうが流れ込みません。
そのためにきれいな標準炎にしておく必要があります。
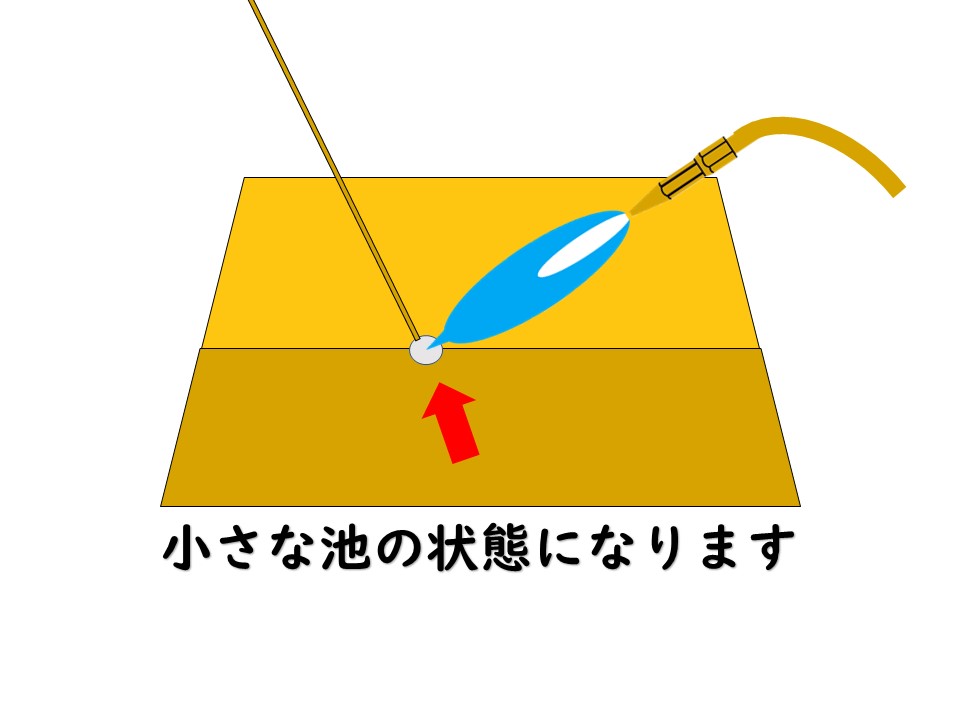
ガス溶接 の 方法
1.母材を暖めてから、ろうを水たまり状態に
なるように意識して作ってください
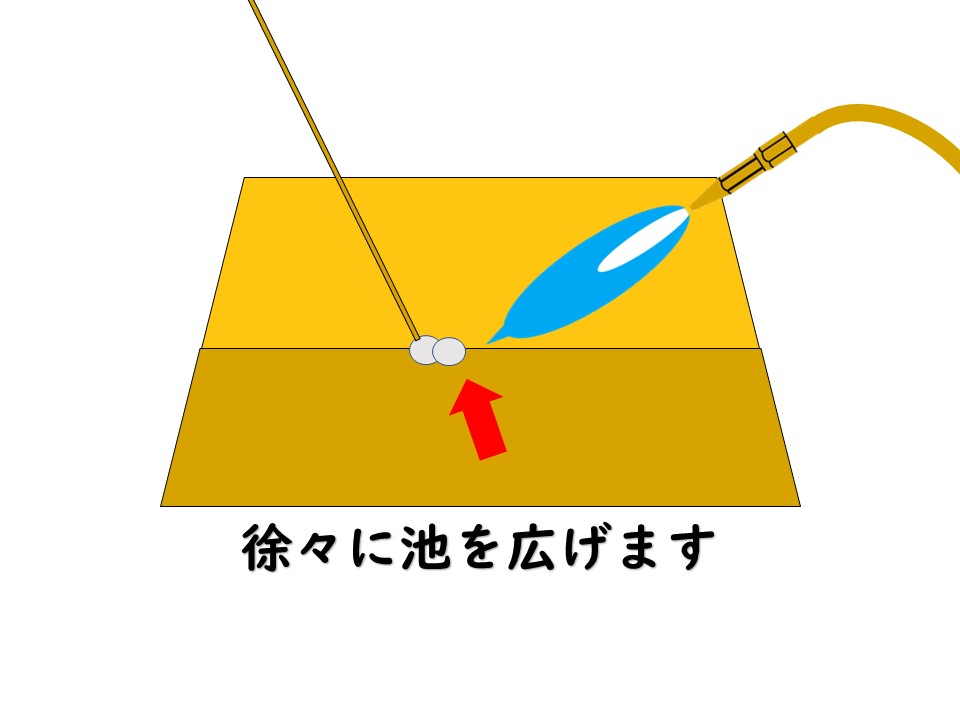
2.徐々に池を広げるイメージです。
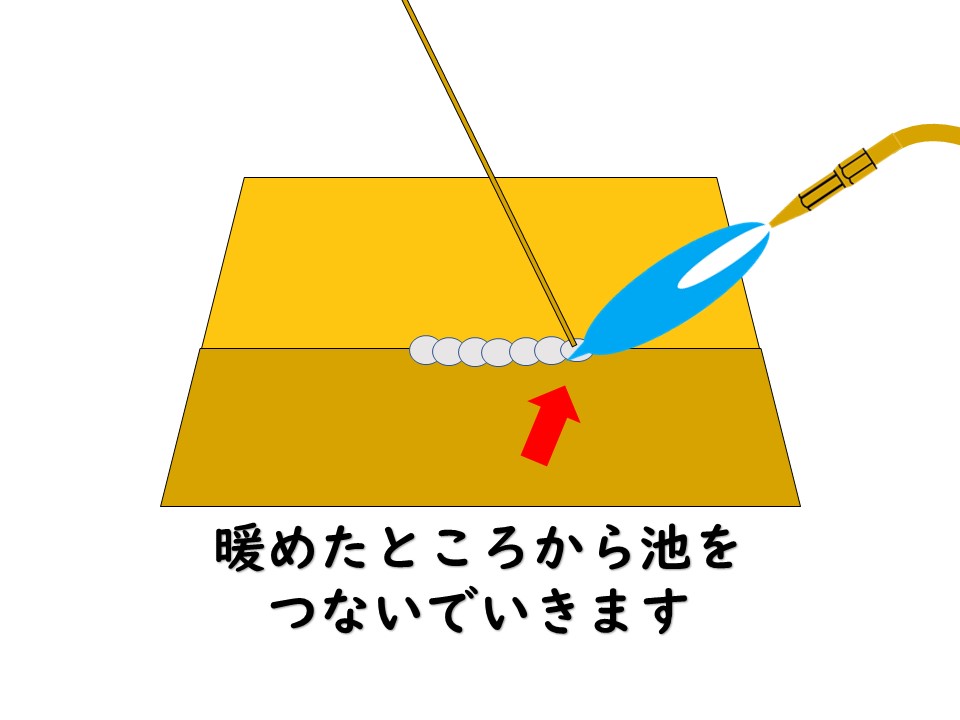
3.暖めたところ(白ずんだ所)にどんどん、
ろうを横スライドさせて貯めてゆきます
ガス溶接 母材の磨きが大切
母材を赤くなるまであぶって
中に含まれている異物を外に出す必要もあります
あぶった後冷ましてから良く磨いて下さい
ガス溶接 技術の習得はトライアンドエラー
ガス講習を受けてもガス溶接はできません。
ご自身でトライアンドエラーして
周りに先輩がいれば教えて頂くのが
近道です。
ガス溶接は感性の技術ともいえます
ガス溶接 光に 注意
ろう付けの光が強いので 溶接面 を使用して下さい。


自動遮光面
YESWELDER 溶接面 3.94″X3.66″広い視界 4アークセンサー 遮光度4/5-9/9-13 本当の色を映す ソーラーパワー 溶接面 自動遮光 アーク TIG プラズマ切断に対応 LYG-M800H

おススメ商品!【一番丈夫なガス切断機】千代田精機 NEO A型 切断器 (アセチレン切断器)


ご覧いただきましてありがとうございます。
逆火させてしまって
すぐに壊れて困ったことはありませんか?
弊社では修理もしておりますが。
これは一番熱に対して
強い切断機だと思います。
各部のロウ付けの材質が違います。
逆火して苦労された方は
是非こちらを使用されてみてください。
【商品説明】
千代田精機 NEO A型 切断器 (アセチレン切断機)
新品商品です。
※お申し出がありましたらLP用に交換して
出荷いたします。
在庫しておりますので
直ぐに発送いたします。