アーク溶接とろう付けの違い
- 高温での溶解:アーク溶接では電気アークを利用して金属を高温で溶かし、接合します。
- 強固な接合:アーク溶接は金属同士を直接接合するため、強固で耐久性のある接合が可能です。
- 多様な材料への適用:アーク溶接は鉄や鋼などの一般的な金属だけでなく、非鉄金属や合金にも適用可能です。
- 大規模な接合に適している:アーク溶接は大きな接合作業にも適しており、建築や造船、自動車産業などで広く使用されています。
- 高い溶接速度:アーク溶接は比較的高速な溶接作業が可能であり、生産性を向上させることができます。
- 溶接箇所の熱影響ゾーン:アーク溶接には溶接箇所周辺に熱影響ゾーンが形成されることがあり、物理的・化学的な特性に多々あります。
- 電気の利用: アーク溶接は電力を利用するため、電力供給源や適切な電力制御が必要です。
これらの特性を正しく理解し、
適切な溶接機器と技術を使用することで、
効果的かつ信頼性の高い
アーク溶接作業が実現できます。
ガス溶接の特性
- 燃焼による溶解:ガス溶接では燃焼ガスと酸素を組み合わせて高温の炎を生成し、金属を溶かして接合します。
- 簡易な設備と操作:ガス溶接には比較的シンプルな設備と操作が必要であり、比較的簡単に行うことができます。
- 多様な材料への適用:ガス溶接は鉄や鋼だけでなく、非鉄金属や一部の合金など、様々な材料に適用可能です。
- 柔軟性と携帯性:ガス溶接設備は比較的軽量で携帯性があり、作業現場の移動や屋外での使用に適しています。
- 溶接速度の中間:ガス溶接は溶接速度が比較的遅いため、大量の溶接作業や高速なプロダクションラインには適していません。
- 炎の形状と調整:ガス溶接では炎の形状と燃焼ガスと酸素の比率を調整することで、溶接作業に適した炎の特性を得ることができます。
- 炭素堆積と酸素欠乏:ガス溶接には炭素堆積や酸素欠乏といった副作用が生じることがあります、溶接箇所の品質に影響を考慮する場合があります。
これらの特性を正しく、正しいガス種や炎の調整、
安全な操作手順を守ることで、
効果的かつ安全なガス溶接作業が可能です。
接合面の違い
アーク溶接とろう付けは
基本的に接合の状態が違います。
電気アークを利用して金属を高温で溶かし接合します。
アーク溶接 ろう付けには母材に開先をつけます
開先(かいさき)
開先とは溶接、ろう付けの時に
事前に母材同士にすきまをつけておく事です。
削ったり、開けて調整します。
アーク溶接の開先

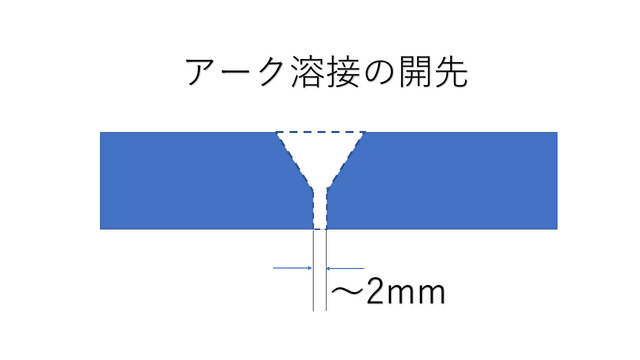
アーク溶接の開先
上の方は広く下の方は狭いという状態です。
ろう付けの開先
ろう付けの母材の隙間は
アーク溶接の開先よりも狭い
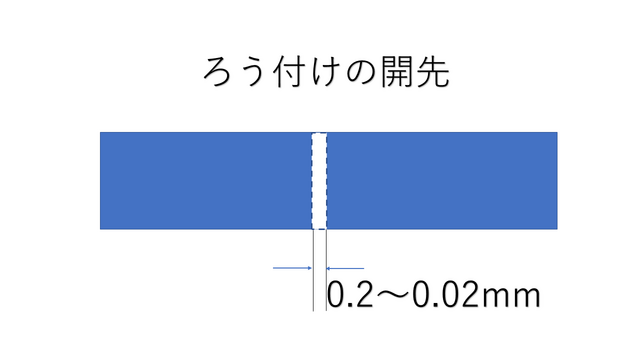
ろう付けの開先
アーク溶接の場合と異なり
隙間、開先が狭いです。
ろう付けができない
ろう付けの開先の場合
母材をろうの融点以上に温めないと
ろうが付きません。
試しに以下の状態で温めずに
ろうを垂らすと接合面には全く
くっつきません。
ろう付けの開先
ろう付けは母材を温めることが重要です
母材をろうの融点より温めることが重要です。
ぬれが大切
この様な状態をろうが母材に【ぬれた】という。
👇詳しくはこちらをご覧下さい👇 ろうが付かない理由
つまり、母材をろうが溶ける温度に 熱しないとろうがつきません。
と言うことです。
引用(はじめてのろう付け/恩澤忠夫・松 恩澤忠夫 著)
👇参考にしてください👇


アクセサリーを研磨するのに最適です


バレル研磨機

ガストーチ ロングガスバーナー 全長2,500 製作販売


ガス切断の現場で
切りたい場所に届かないことはありませんか?
そんな時のロングバーナーです
本体は千代田精機NEO A型(LP用)
長いとしなりますので
補強は6点銀ろう付けしてあります。
これだけ長ければ相当な場所まで届きます。
片手で支えるのがやっとの重さです。
ご要望がございましたらご連絡ください。
切りたい場所に届かないことはありませんか?
そんな時のロングバーナーです
本体は千代田精機NEO A型(LP用)
長いとしなりますので
補強は6点銀ろう付けしてあります。
これだけ長ければ相当な場所まで届きます。
片手で支えるのがやっとの重さです。
ご要望がございましたらご連絡ください。